Efficiency, accuracy, and cost control are imperative in the fast-paced manufacturing world. Businesses should make sure that processes involve the timely delivery of materials, production timetables are observed, and inventory is streamlined. The Material Requirements Planning system, or MRP, is one of the best systems that can be used to achieve this.
MRP is also popular with the manufacturers, both small businesses and those that are multinational. It assists in production planning, inventory management, procurement, and demand alignment. We will discuss in this guide what MRP is, how it functions, what is required to implement it, its advantages, difficulties, and its application in the real world.
What is an MRP system?
A Material Requirements Planning (MRP) system is a computer based system that is used to control materials in manufacturing. Its primary aim is to make sure that materials are on hand when required in the production process. This will avoid shortages that cause delays and minimize the cost of having too much inventory.
MRP provides answers to three key questions for manufacturers:
What materials are needed to be produced?
What quantity of each material is required?
When to order or produce the materials?
Answering these questions, MRP assists the manufacturing companies to have a continuous flow of operations, minimize waste, and enhance cost-effectiveness.
The difference between MRP and Traditional Planning
Prior to MRP, manufacturers relied on manual systems such as reorder-point or plain stock management. These practices tended to give rise to overstock or stockouts. MRP automates the planning process, takes into account demand, lead times, and production schedules, and gives real-time advice on how to procure and use materials.
The importance of MRP in manufacturing

Manufacturing can have several components and raw materials; each has its own supplier and lead time. Companies would be at high risk of delays and inefficiencies without a planning system. MRP combats these risks and assists manufacturers:
Ensure Material Availability
Raw materials come at the right time to satisfy the requirements of production and it does not create downtime in the production lines.
Control Inventory Costs
The ordering of only the necessary items allows companies to reduce the storage costs and not spend the capital on the unused inventory.
Improve Production Scheduling
MRP offers the right data on how labor, machines, and resources can be scheduled, so that there are smoother operations.
Respond to Market Changes
MRP enables manufacturers to change production plans swiftly according to changes in customer demand or supplier schedules.
Example from Industry
In Germany, a mid-sized electronics company used MRP to operate its assembly lines. Prior to MRP, delays in production were very common as a result of missing components. The company managed to cut down material shortages by 40 percent and inventory costs by 25 percent within a year of implementing MRP.
How MRP Works
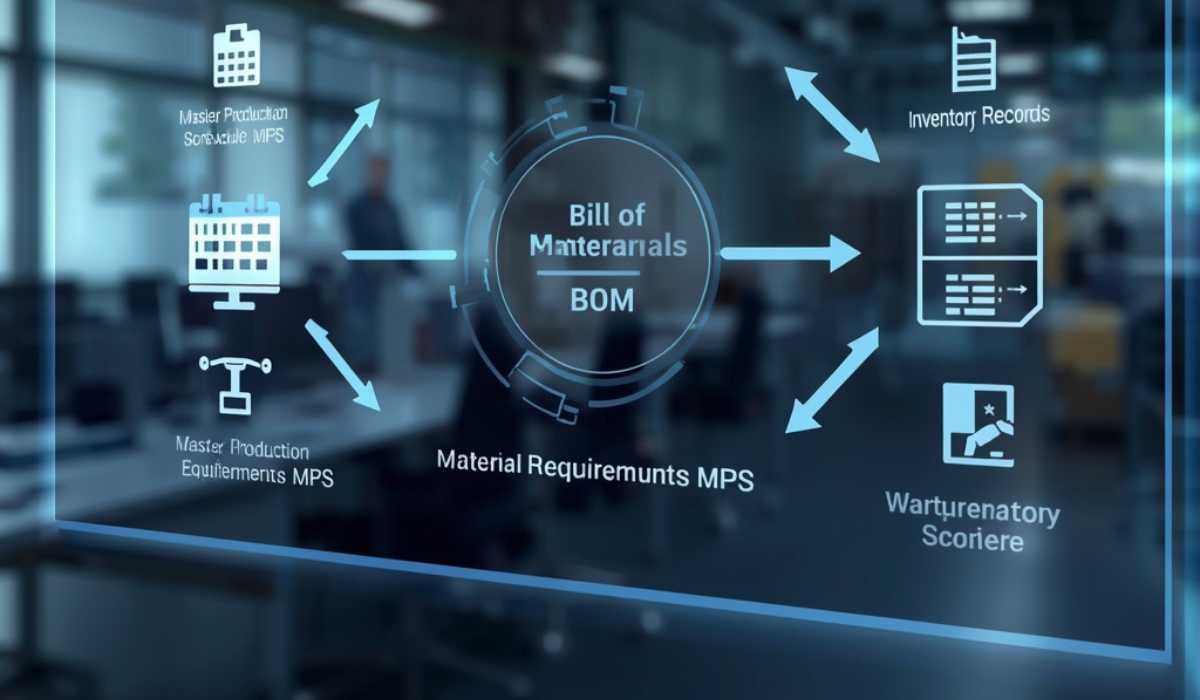
MRP is based on three primary inputs and they include the Master Production Schedule (MPS), the Bill of Materials (BOM), and the inventory records.
1. Master Production Schedule (MPS).
MRP is supported by the MPS. It determines the type of products that should be manufactured, the quantity of products that should be manufactured, and the date. It is premised on real customer orders, forecasts, and inventory targets. Correctness in MPS is vital, which motivates the whole process of planning materials.
Problem:
An order of 500 chairs in a month is received by a furniture company. The MPS subdivides this into weekly production goals, whereby such materials as wood, screws, and upholstery will arrive on time.
2. Bill of Materials (BOM)
The BOM is a comprehensive list of all the components, sub components, and raw materials needed in a product. It demonstrates how the completed product and its components are related.
Example:
In the case of a bicycle manufacturing the BOM consists of tires, chains, frames, brakes, pedals, and minor accessories. The MRP system relies on the BOM to determine the precise number of every part required to be used in the manufacturing run.
3. Inventory Records
The records of inventory contain the current stock, supplier orders that are in progress and also materials that are already allocated to other orders. Proper inventory information will make sure MRP is capable of computing net requirements and prevent surpluses or shortages.
The Planning Process
After the availability of the MPS, BOM, and inventory data, the MRP system:
- Detonates the BOM to discover all the necessary items.
- Compares the net requirements with the available inventory to calculate the net requirements.
- Produces scheduled orders and releases purchases or production.
- This makes sure that materials are received when needed to produce; time wasted and inventory expenses are minimized.
Conditions to Implement MRP

To successfully implement MRP, it is necessary to prepare in four directions:
1. Accurate Production Planning
The Master Production Schedule should indicate real demand and be updated on a regular basis. False schedules result in understocking or overstocking.
2. Detailed Bill of Materials
An accurate BOM is crucial. All the components and subcomponents should be enumerated along with the appropriate quantities. Lack of BOM data or wrong data may interfere with the whole production process.
3. Reliable Inventory Data
Inventory has to be monitored on a real time basis. This involves the stock that is available, the outstanding orders, and the materials that are assigned to other projects.
4. Lead Time Information
The time that elapses between the time of order and the receipt is known as lead time. Complete lead time information will help in deliveries of materials at the right time, avoiding delays in production.
5. Training and Software
The present-day MRP systems are computerized. Employees should be educated on how to input information properly, check inventory, and utilize the system output to effectively schedule production.
Benefits of Using MRP
The application of MRP has a number of practical benefits:
- Inventory Optimization
Businesses are able to keep the best stock levels, lower storage expenses and prevent wastage.
- Improved Production Efficiency
Due to the timely availability of materials, production lines operate efficiently, minimizing downtime and delays.
- More efficient Scheduling and Forecasting
MRP allows creating production plans more precisely and allows manufacturers to react rapidly to fluctuating demand.
- Cost Reduction
MRP will reduce wastage, overproduction, and better use of resources which reduces the operational cost.
- Enhanced Decision-Making
Live data will assist managers to make sound decisions and re-align production plans in real-time.
- Real-World Case:
MRP was employed by a car manufacturer in Japan to coordinate the parts of various suppliers. Using MRP, the company decreased assembly line hold-ups and enhanced delivery schedules by 30%.
MRP Systems problems
In spite of the great advantages of MRP, the companies have to cope with a number of problems:
- Data Accuracy
The system relies on the correct inventory, BOM, and lead time information. Mistakes may result in shortages, overstock, and delays in production.
- Resistance to Change
Employees might not be willing to change manual processes into computerized ones. Resistance can be overcome by means of proper training and gradual implementation.
- Interaction with Other Systems
MRP will have to be integrated with procurement, finance, and ERP systems. Inadequate integration may lead to mistakes and ineffectiveness.
- Implementation Costs
Process redesign, training, and software can be costly. Nonetheless, the benefits are normally long-term and surpass the investment in the short run.
Modern Manufacturing MRP

MRP has developed over the decades to MRP II and ERP (Enterprise Resource Planning) systems.
MRP II expands material planning to incorporate labor, machine capacity, and financial planning.
ERP systems are capable of bringing together all business processes, such as inventory, production, procurement, human resources, and finance.
MRP logic is still needed even in developed ERP systems. It makes sure that materials are on hand at the required time and production schedules are optimized.
Case Study: A global electronics firm had installed ERP and MRP. The system assisted in aligning the world supply chains and also cut back on the lead time, as well as enhanced inventory turnover in several factories.
Suggestions for the Successful MRP Implementation
- Start Small: MRP should be implemented initially in one line or product line.
- Clean Your Data Before Starting: Check that BOMs and inventory records are correct.
- Educate Your Team: The employees should be educated on how to operate the MRP software.
- Monitor and Adjust: Scan system outputs frequently and change schedules when necessary.
- Gradual Integration: The integration of MRP with the purchasing, finance, and ERP systems should be done in stages to minimize complexity.
Conclusion
A Material Requirements Planning (MRP) system is an essential tool that manufacturers with the goal of enhancing efficiency, cost reduction, and optimize inventory. It automates material planning, makes material available on time, and enhances production scheduling.
Companies can unlock the potential of MRP by addressing implementation needs: precise data, comprehensive BOMs, effective inventory management, and skilled employees.
Although there are solutions like issues of accuracy of data and the cost of implementation, the benefits surpass its problems by far. When appropriately deployed, MRP systems enable manufacturers to operate more efficiently, minimize waste, and be more competitive in the modern high-paced industrial setting.